主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
1 序言
真空均质乳化机(简称乳化机)主要应用于化工、医药、生物、食品等诸多领域中非均相液一固和液一液多相体分散体系的混合。目前该设备在国内主要是采用传统的继电器控制系统构成,操作人员需要根据经验和仪表显示输入指令或数据进行手动操作,自动化程度不高,同时控制系统存在操作繁琐、温度控制超调量大、能耗高等缺点。
2 乳化机的工作过程
2.1 工作原理
乳化机由乳化锅、水相锅、油相锅、真空装置、温度控制系统、电气控制系统等组成。
生产工艺流程如图1所示[1,2]。油溶性和水溶性原料分别在油相锅和水相锅内熔化或溶解,温度一般保持在80℃左右,将用水蒸气加热的油相和水相原料通过过滤器加至乳化锅内,以进行均质搅拌、乳化和真空脱气。然后,向夹套通入冷水,冷却到一定温度后,添加香精,继续冷却至要求的温度停止搅拌,待恢复常压即可出料。
2.2 工作过程
(1)油相锅、水相锅进料后,启动油相、水相搅拌电机,在线设定油相、水相电机的转速;
(2)设定油相锅、水相锅控制温度后,启动油相锅、水相锅的温度控制;
(3)当油相锅、水相锅内原料初处理完成后,启动油相锅、水相锅出料泵,将初处理后的物料泵入乳化锅内;
(4)当油相锅、水相锅内的物料完全泵入乳化锅内后,出料泵停止运行。启动液压电机,垂直下降主搅拌器与均质搅拌器,当下降到位时,液压电机停止工作,然后手动旋紧密封阀;
(5)当真空乳化锅密封后,启动主搅拌、均质搅拌电机。转速将从零上升到用户的设定值,并可根据不同的加工要求,在线改变主搅拌、均质搅拌电机的转速;
(6)启动真空泵电机,乳化锅负压力不断变大,最终将达到用户设定值;达到用户设定值后真空泵电机自动停止;
(7)启动乳化锅温度控制,自动对乳化锅进行加热控制,控制方法采用模糊PID恒温控制,乳化锅内原料将被加热到用户设定温度;
(8)当乳化工作完成后,通过排气口减小乳化锅内负压力,当乳化锅压力为零时,打开出料阀,排出乳化品。
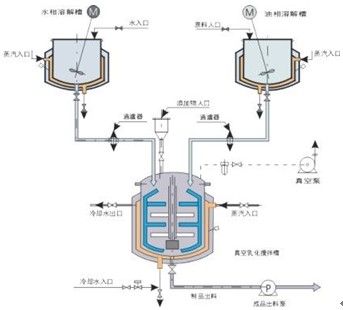
图1 乳化生产工艺流程
3 控制系统的构成
3.1 控制系统的结构
根据系统设计要求,实现油相、水相、主搅拌、均质搅拌电机转速控制,控制范围依次是10rpm~1500rpm、10rpm~1500rpm、10rpm~80rpm、100rpm~4500rpm;实现油相锅、水相锅、乳化锅温度的智能控制,控制量范围依次是:0~100℃、0~140℃、20~140℃;实现乳化压力控制,控制范围为-100Kpa~+100Kpa和液压升降控制。
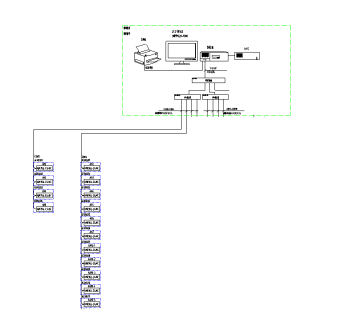
系统的结构如图2所示。控制系统主要由上位机、下位机两个部分组成,上位机采用台达的HMI(DOP-B)[3];下位机采用台达DVP48EH00R系列的PLC[4];电机的转速控制,采用台达VFD系列变频器实现。

图2 乳化机控制系统结构图
3.2 控制系统的模块划分
系统的控制部分可以划分为各种模块,如图3所示。
(1)压力采集模块
实现将压力仪表的模拟电压信号转化为PLC可以识别的数字量信号,压力表的信号通过PLC的AD(DVP-04AD-H)模拟量输入模块采样到PLC中。
(2)温度采集模块
油相锅、水相锅和乳化锅的使用铂电极(Pt100)测量温度,采用三线制接法。信号通过PLC的TM(DVP-04PT-H)PT100模块采样到PLC中。
(3)连锁保护模块
设置硬件和软件双重安全连锁装置,保证乳化锅在抽真空的过程中不能打开锅盖,液压站也不能启动。
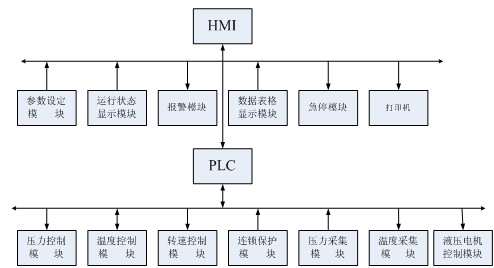
图3 乳化机控制系统模块图
3.3 PLC容量选择
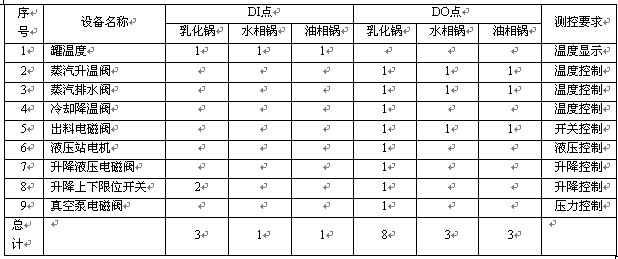
乳化机控制系统的I/O点数分析见表1。
表1 I/O点数分析表
3.4 变频器的选择及通信
乳化机系统有主搅拌电机1个,均质电机1个,液压站电机1个,真空泵1个,功率均为KW级,对于电能的消耗大,由于变频器具有调速节能和软启动节能的作用,因此考虑选择用变频器。
本系统中选用台达VFD-M和B系列的变频器。根据人机界面上控制的转速设定,输出4~20mA的信号以调节电机的转速,变频器的运行需要和PLC进行MODBUS通信来确定是否启动或停止。
4 控制系统的软件设计
4.1 软件设计的基本要求
操作功能主要是方便操作,需要人机对话界面。系统的规模越大,自动化程度越高,要求也越复杂,比如下拉式菜单设计、趋势报警、I/O信息的显示以及有关数据、表格的更新存储和输出等。图4为设计的乳化锅人机界面。
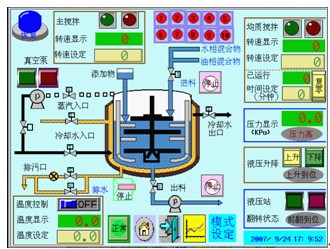
图4 乳化锅人机界面
4.2 I/O信号及数据结构分析
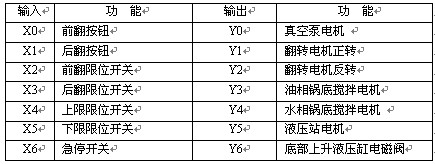
工业现场的检测信号是多种多样的,有模拟量也有开关量,PLC就以这些现场的数据作为对被控对象进行控制的源信息。通过对PLC的工作现场数据进行分析,确定了每一个I/O信号的地址。依据生产过程从前至后,I/O点数由小到大的原则把I/O信号集中编址。部分I/O信号的分配见表2。
表2 I/O信号的分配表
4.3 温度控制
乳化机的温度控制系统是以三个锅的温度为被控制参数,冷却水流量为控制参数的回路控制。由于锅温系统是具有大滞后和时变性的系统,被调量不能及时反映系统受到的扰动,调节器的动作需经过一定的滞后时间才能影响被调量,经常会引起系统的响应超调过大或发生振荡,导致系统过渡到其他操作状态,用常规PID控制很难得到满意的控制结果。
本控制系统采用台达公司的DVP48EH00R系列的PLC为核心部件,实现恒温控制,控制系统的原理框图如图5所示[5]。PLC根据采集的信号计算出偏差e(t)和偏差变化率ec(t),按照模糊PID的控制规则计算控制量u(t),并输出控制量u(t)。经过PLC的D/A转换,变成4~20mA的电流信号,送到调节阀来调节蒸汽或者冷却水的流量,实现系统温度的智能控制。

图5 控制系统结构图
5 总结
本文采用台达PLC、HMI、变频器设计了一套均质机自动控制系统,开发成本低、操作方便,能够实现在线监视、控制和警报。目前控制系统运行良好,显著提高了乳化控制系统的自动化程度,降低了控制系统的超调量,减少系统运行时间,有效降低乳化机能耗。
作者简介
张相胜(1977-)男 讲师,硕士,主要从事生产过程建模与优化控制方向的研究。
参考文献
[1]裘炳毅.乳化作用及其在化妆品工业的应用(五)乳状液的形成及其特性 [J].日用化学工业,2000,30(4):56-60.
[2]吴元欣,朱圣东,陈启明等.新型反应器与反应器工程中的新技术[M].北京:化学工业出版社,2007.
[3]DVP-B系列人机界面使用手册[Z].上海:中达电通股份有限公司,2010.
[4]DVP PLC.应用技术手册(程序篇)[Z].上海:中达电通股份有限公司,2006.
[5]张相胜.潘丰基于PLC的均质机控制系统设计[J].机电工程,2010,27(10):9-12.
 使用LabVIEW、PXI和CompactRIO快速开发太空探索飞行器结构测试系统
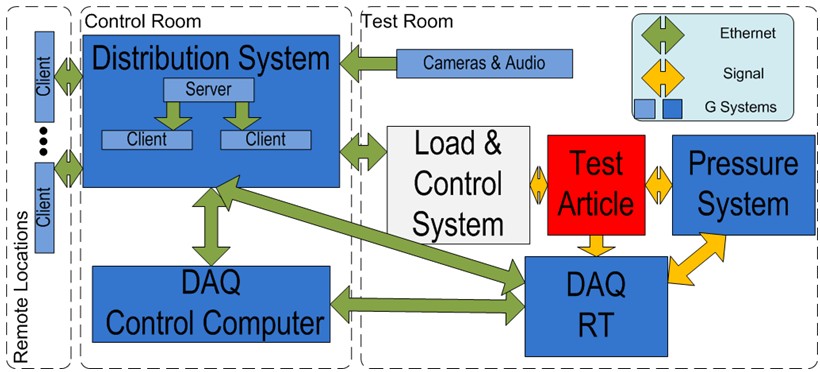
简介2010年8月,我们首次成功地在猎户座GTA上进行了结构测试。此项1.05大气压下的耐压测试需要以下三个分布式系统共同运作完成:增压和排气(PV)系统,用于自动控制载人舱内压力 数据采集系统(D
使用LabVIEW、PXI和CompactRIO快速开发太空探索飞行器结构测试系统
简介2010年8月,我们首次成功地在猎户座GTA上进行了结构测试。此项1.05大气压下的耐压测试需要以下三个分布式系统共同运作完成:增压和排气(PV)系统,用于自动控制载人舱内压力 数据采集系统(D
 华北工控:模块化计算机在船舶制造业中的应用
中国是全球重要的造船中心之一,船舶制造业的市场日趋激烈,客户的个性化需求攀升,大量先进技术被引用到船舶制造。其中,基于集成电路和微型计算机技术快速发展起来的模块化技术,备受造船业制造商青睐。模块化
华北工控:模块化计算机在船舶制造业中的应用
中国是全球重要的造船中心之一,船舶制造业的市场日趋激烈,客户的个性化需求攀升,大量先进技术被引用到船舶制造。其中,基于集成电路和微型计算机技术快速发展起来的模块化技术,备受造船业制造商青睐。模块化
 赣州诚正稀土新材料股份有限公司 电能管理系统的设计与应用
赣州诚正稀土新材料股份有限公司成立于2008年05月09日,位于江西省赣州市赣县区赣州高新技术产业园区红金工业园创业路1号。经营范围包括稀土产品加工,单一氧化稀土销售;化工原料(危化品除外)销售;永磁
赣州诚正稀土新材料股份有限公司 电能管理系统的设计与应用
赣州诚正稀土新材料股份有限公司成立于2008年05月09日,位于江西省赣州市赣县区赣州高新技术产业园区红金工业园创业路1号。经营范围包括稀土产品加工,单一氧化稀土销售;化工原料(危化品除外)销售;永磁
 华北工控:工控机在智慧楼宇综合管理平台中的应用
在智慧城市加速建设的背景下,智慧楼宇迎风落地,以智能、共享和节能等为核心要素的楼宇建设逐渐成为房地产/商业楼宇建设的标准,各类智慧楼宇运维管理平台不断涌现。用工控硬件筑基,革新楼宇运营智慧楼宇运维
华北工控:工控机在智慧楼宇综合管理平台中的应用
在智慧城市加速建设的背景下,智慧楼宇迎风落地,以智能、共享和节能等为核心要素的楼宇建设逐渐成为房地产/商业楼宇建设的标准,各类智慧楼宇运维管理平台不断涌现。用工控硬件筑基,革新楼宇运营智慧楼宇运维
 环境噪声监测系统方案
随着人类社会的发展进步,机械化设备的普及,噪声越来越强,地球已经没有了旧时代的宁静。噪声遍布了整个人类社会,开始对人类社会产生巨大影响,形成了噪声污染,干扰了人们的学习、生活和工作。噪声污染已经成为
环境噪声监测系统方案
随着人类社会的发展进步,机械化设备的普及,噪声越来越强,地球已经没有了旧时代的宁静。噪声遍布了整个人类社会,开始对人类社会产生巨大影响,形成了噪声污染,干扰了人们的学习、生活和工作。噪声污染已经成为
 北京科瑞CAN总线产品在真空排水监控系统中的应用
随着城市化进展的加快、生态居住小区人居环境的自然回归、强化修复水环境措施的出台和评估体系的完善,人工河湖、溪流、喷泉等水环境已 成为可持续发展生态居住小区及城市环境的重要组成部分,这些设施不可避免地
基于视频RTU技术地质灾害监测预警应用解决方案
随着科学技术和国民经济的迅猛发展,物联网、大数据、数字视频、云计算及移动互联网等新技术正在不断融入地灾行业中。根据国家十三五规划纲要指导,明确提出要全面提高信息化水平和加快发展服务业,推动信息化和
北京科瑞CAN总线产品在真空排水监控系统中的应用
随着城市化进展的加快、生态居住小区人居环境的自然回归、强化修复水环境措施的出台和评估体系的完善,人工河湖、溪流、喷泉等水环境已 成为可持续发展生态居住小区及城市环境的重要组成部分,这些设施不可避免地
基于视频RTU技术地质灾害监测预警应用解决方案
随着科学技术和国民经济的迅猛发展,物联网、大数据、数字视频、云计算及移动互联网等新技术正在不断融入地灾行业中。根据国家十三五规划纲要指导,明确提出要全面提高信息化水平和加快发展服务业,推动信息化和
 数网星大数据采集及应用管理平台在水行业中的应用
数网星大数据采集及应用管理平台在水行业中的应用数网星大数据采集及应用管理平台,自上市以来,帮助很多企业解决远程运维、远程诊断等功能,并节约了大量的人员成本,被众多企业所认可。目前数网星大数据采集及应
数网星大数据采集及应用管理平台在水行业中的应用
数网星大数据采集及应用管理平台在水行业中的应用数网星大数据采集及应用管理平台,自上市以来,帮助很多企业解决远程运维、远程诊断等功能,并节约了大量的人员成本,被众多企业所认可。目前数网星大数据采集及应
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业