主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
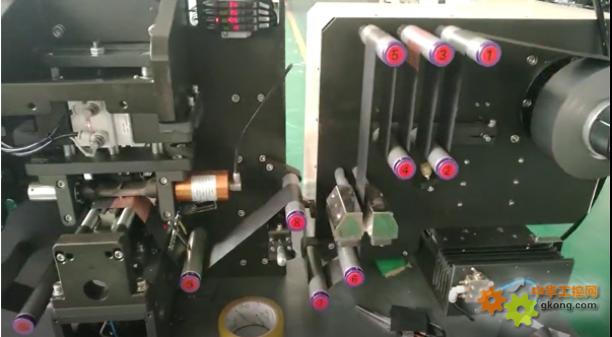
(一)项目背景
该项目主要为锂电池行业项目,主要对极片(正极以及负极)对极片位置进行焊机耳以及包胶操作,对后续卷绕机加工的原料进行的生产
(二)项目要求:
7、多功能:要求可实现单焊单贴,双焊双贴,单焊分次贴,极耳有无包胶等功能切换
汇川设备:
序号
产品名称
型号
备注
数量
1
HMI
IT5070T
人机界面
1
2
PLC
H3U-3232MT
控制器
1
3
AD模块
AM600-4AD
4路AD
2
4
输入模块
AM600-3200END
32点输入
3
4
输出模块
AM600-3200ETN
32点输出
1
5
伺服电机
ISMH1-40B30CB-U231Z
400W电机
4
6
伺服驱动器
IS620PS2R8I-IAB-C
400W驱动
4
7
伺服电机
ISMH1-75B30CB-U231Z
750W电机
2
8
伺服驱动器
IS620PS5R5I-IAB-C
750W驱动
2

采用汇川H3U以COM1采用485形式通讯触摸屏,采用Canlink通讯伺服,采用脉冲+方向控制纠偏步进电机
(一)方案优点:
采用汇川Canlink形势下控制伺服,Canlink属于有源通讯,抗干扰能力高于485通讯,且伺服与PLC之间的通讯数据传输配置容易,并可针对现场实际条件选择多种触发形式,可实时进行数据传输,也可以选择人为触发事件传输,且采用Canlink形势下的通讯速率最高可达1M
(二)现场难点问题及解决方案说明:
采用H3U搭配AD模块,采集摆臂电位计数据,进行死区算法(以稳定区间内伺服不响应)超过稳定区域内以设定正反向搭配线性规划转速进行补偿实现,收放卷过程中摆臂不抖动,并针对该方案实时被动采集即转速即将到达给定死区限制值后自动规划给定转速提升或减小速度给定
以线速度恒定公式,通过Canlink读取牵引+放卷转速,因牵引单纯带材料而不是累计收材料,所以牵引线速度恒定已知实时计算放卷直径,并通过现场人员设定直径大于实际放卷反馈直径实现自动停机的操作算法
采用中断形式接入伺服DI9,无给定中断信号伺服以PLC给定信号动作,中断检测到位以中断设定定长以及速度进行运动,保证了第一时间相应中断定长给定信号,从而保证了定位精准度
采用动作完成,缓存传感器信号记录等进行控制,保证触碰到缓存传感器时,出现焊接贴胶正常动作,并根据传感器跟定信号自动实现停止开启后续加工器件的逻辑动作



六、客户验收:
目前机器已发往东莞大朗某现场,福建连城某现场,以及安徽合肥某现场,目前累计运行周期已经超过1年,且各个现场分别测试了多个功能切换,单焊单贴,单焊二次贴,双焊双贴,且目前生产效率为1PCS/1.4S,满足客户要求。
 AFPM100/B消防设备电源监控系统在德保县银发大厦项目的应用
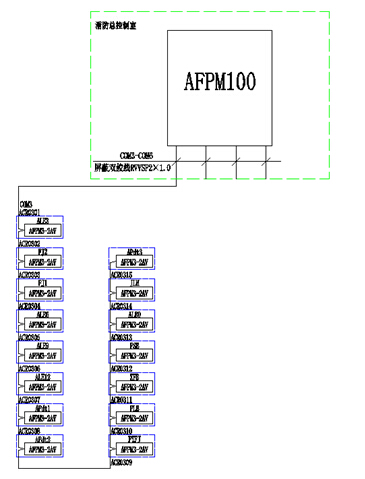
赵斌安科瑞电气股份有限公司上海嘉定摘要:消防设备电源监控系统是用于监控消防设备电源工作状态,在电源发生过压、欠压、过流、缺相等故障时能发出报警信号的监控系统。本文简述了消防设备电源监控系统的组成原理,
AFPM100/B消防设备电源监控系统在德保县银发大厦项目的应用
赵斌安科瑞电气股份有限公司上海嘉定摘要:消防设备电源监控系统是用于监控消防设备电源工作状态,在电源发生过压、欠压、过流、缺相等故障时能发出报警信号的监控系统。本文简述了消防设备电源监控系统的组成原理,
 中达电通大屏幕显示系统——打造煤炭行业DLP、LCD显示系统领先解决方案
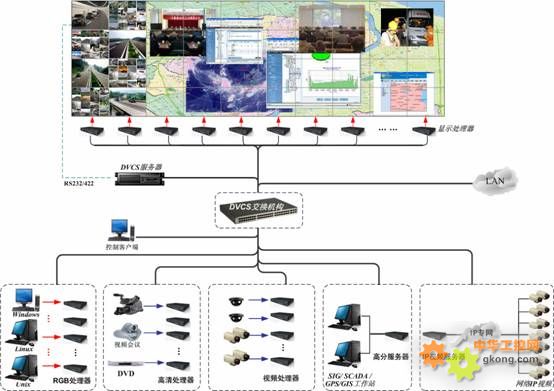
中达电通股份有限公司视讯事业部1. 大屏幕显示系统在煤炭行业的应用随着能源行业的竞争日益激烈,以信息化带动能源行业现代化,推动能源企业从管理到技术的双重革命,实现能源产业的优化升级,已成为能源行业应
中达电通大屏幕显示系统——打造煤炭行业DLP、LCD显示系统领先解决方案
中达电通股份有限公司视讯事业部1. 大屏幕显示系统在煤炭行业的应用随着能源行业的竞争日益激烈,以信息化带动能源行业现代化,推动能源企业从管理到技术的双重革命,实现能源产业的优化升级,已成为能源行业应
 厦门计讯电动汽车充电桩无线组网方案
项目背景随着新能源汽车的规模不断扩大,公共充电市场成为了兵家必争之地。充电设施不完善,严重制约了新能源汽车发展。为了促进产业发展,国家能源局制定的《电动汽车充电基础设施建设规划》与《充电基础设施建设
厦门计讯电动汽车充电桩无线组网方案
项目背景随着新能源汽车的规模不断扩大,公共充电市场成为了兵家必争之地。充电设施不完善,严重制约了新能源汽车发展。为了促进产业发展,国家能源局制定的《电动汽车充电基础设施建设规划》与《充电基础设施建设
 Acrel-6000电气火灾监控系统在松江文化馆项目中的应用
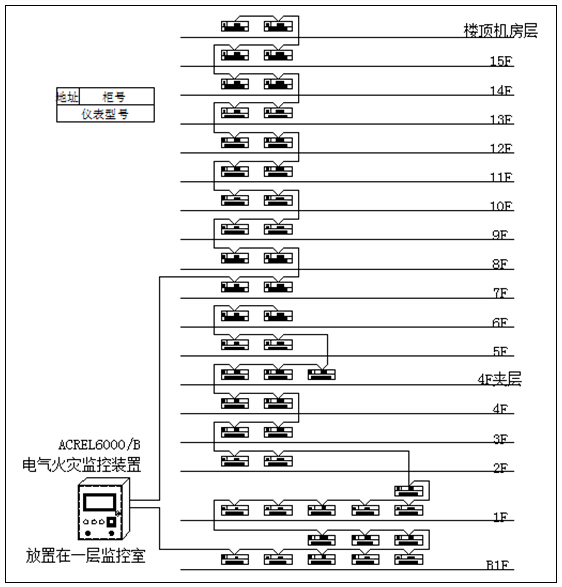
郤佳佳(安科瑞电气股份有限公司上海嘉定)摘要:政府设立的公益性公共文化事业单位的办公场所人员密集、社会关注度高,其电气火灾预防显得十分重要。鉴于商业办公楼、大型商场、生活小区、基础建设、商场酒店等人
Acrel-6000电气火灾监控系统在松江文化馆项目中的应用
郤佳佳(安科瑞电气股份有限公司上海嘉定)摘要:政府设立的公益性公共文化事业单位的办公场所人员密集、社会关注度高,其电气火灾预防显得十分重要。鉴于商业办公楼、大型商场、生活小区、基础建设、商场酒店等人
 超恩智能交通解决方案用心守护台湾用路人车安全
有鉴于台湾地区每年因交通意外造成的经济损失约新台币4,500亿,超恩股份有限公司(Vecow,以下简称超恩) 与台湾顶尖技术研发机构合作,成功打造台湾智能交通解决方案,已成功建置在台湾多个城市主要干
超恩智能交通解决方案用心守护台湾用路人车安全
有鉴于台湾地区每年因交通意外造成的经济损失约新台币4,500亿,超恩股份有限公司(Vecow,以下简称超恩) 与台湾顶尖技术研发机构合作,成功打造台湾智能交通解决方案,已成功建置在台湾多个城市主要干
 Acrel-6000/B电气火灾监控系统在景德镇第三人民医院项目的应用
安科瑞 吴玲霞0概述景德镇市第三人民医院位于东市区新厂,是一所三级甲等综合性医院。现开放病床508张,设有26个临床科室和13个辅助科室,1个综合性门、急诊部。设置了10个重点科室,如肿瘤内科、消化
Acrel-6000/B电气火灾监控系统在景德镇第三人民医院项目的应用
安科瑞 吴玲霞0概述景德镇市第三人民医院位于东市区新厂,是一所三级甲等综合性医院。现开放病床508张,设有26个临床科室和13个辅助科室,1个综合性门、急诊部。设置了10个重点科室,如肿瘤内科、消化
 CABLEMASTER线缆测试仪方案
仪器功能CableMASTER电缆测试仪主要为电缆测试提供测试手段,具有以下功能: (1) 对电缆进行导通测试; (2) 对电缆进行绝缘测试; (3) 自动生成电缆测试记录并存储; (4) 与上位机
CABLEMASTER线缆测试仪方案
仪器功能CableMASTER电缆测试仪主要为电缆测试提供测试手段,具有以下功能: (1) 对电缆进行导通测试; (2) 对电缆进行绝缘测试; (3) 自动生成电缆测试记录并存储; (4) 与上位机
 造船业电能质量解决方案
典型结构 典型的造船业通常为3级配电结构,从入户的35kV/10kv高压主变压器,经过高压配电到10kv/690v(400V)压器,再到低压总配电,经690V(400v)母线和开关分配到用电终端设
造船业电能质量解决方案
典型结构 典型的造船业通常为3级配电结构,从入户的35kV/10kv高压主变压器,经过高压配电到10kv/690v(400V)压器,再到低压总配电,经690V(400v)母线和开关分配到用电终端设
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业