主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
淄博市临淄银河高技术开发有限公司(以下简称临淄银河公司)主要致力于电力电子模块、大功率电源装置和电力电子基础材料的研发和生产,主要产品有各种型号规格的晶闸管智能控制模块、恒流恒压控制模块、智能电机控制模块、双闭环直流调速模块、MTC、MTX、MTG、MDC、MDS、MDQ、SSR(固态继电器)、IPM、IGBT、DBC陶瓷覆铜板、大功率LED陶瓷散热基片等。
过去,临淄银河公司在生产DBC陶瓷覆铜板时,是由人工把陶瓷覆铜板放置在铁网输送线上,流入高温加热设备,之后流出。“这个时候工件有一定温度,在高温加热设备的出口处,由人工来抓取,之后放置在临近工位的物料盒中。”临淄银河公司的生产工程师介绍说,“每个陶瓷板之间再人工放置一张白色隔层纸,结束后再返回加热设备出口处,等待下一个工件。”
这样的生产方式导致生产效率很慢,要耗用2~3个人不间断生产。再加上工件本身有一定温度,人工操作时需要戴上特制手套,因此工件放置在物料盒中也不是很整齐。在陶瓷板分割工序,还要增加一个人对物料盒中的众多陶瓷板进行整理。
于是,临淄银河公司决定进行设备改造,提升生产自动化,引入机器人完成自动抓取。项目由北京自动化研究所总包造,选用南京埃斯顿自动化股份有限公司(以下简称埃斯顿)的机器人。
但是,埃斯顿的工程师有点担忧,“我们之前用过其它品牌的视觉系统,效果不太好,相机与机器人之间不能直接通讯,因此对于这个项目,我们也比较担心,怕两者之间通讯存在问题。”
另外,生产现场对视觉检测有着特殊要求,这对视觉系统提出了一些挑战。
比如,工件为陶瓷覆铜板,工件中间较大区域为黄色铜材质,四周有1-3mm宽度的陶瓷白边。工件放置在铁网链条上且在工件左右两个短边各放置2个陶瓷块,避免陶瓷覆铜板与链条直接接触。工件之间有一定间距,链条一直在匀速运动,工件流入经高温融合设备后,铜与陶瓷之间键合,在高温加热设备的出口处一段距离,视觉进行定位引导检测。
“铁网链条长时间加热后,会变形,很不平整,有高有低,工件放置在4个小陶瓷块上,经加热后,会从陶瓷块上滑落,另外陶瓷板两端也会适当翘起,这样陶瓷板的姿态任意,位置偏移、倾斜、旋转等问题都会存在。”埃斯顿的工程师指出。
本项目最大的挑战就是陶瓷板存在高低、倾斜差异,铁网链条处于一直运动中,加上链条本身有高有低,陶瓷板到位后光电提供触发信号不是很准确,也就无法准确触发相机拍照,相机的触发方式相比于以往有时改变。
“陶瓷覆铜板大小有一定差异,有的工件四周白边宽2mm,有的1mm,有的长度会长些,有的宽度会宽些。覆铜的颜色也有深有浅,有的黄铜,有的紫铜。”埃斯顿的工程师指出,“生产时,顺序不固定,如上一块覆铜板大点,下一块就会小点,因此就要求视觉予以兼容。
此外,由于陶瓷板一直在运动,因此就要求相机运动中检测,机器人也在运动中抓取。现场机器人的运行行程有限,无法触及到相机检测位置。相机检测工位与机器人抓取位置之间有一定距离,线体运动方向需要补偿一定的距离值。
面对这些检测难题,上海贝特威自动化科技有限公司作为埃斯顿的合作伙伴,向其推荐了康耐视公司的视觉检测解决方案。在测试中,康耐视的视觉方案大放异彩,让临淄银河公司的生产人员和埃斯顿的工程师刮目相看。
“配合相机调试时,工件来料随意放置,相机依然可以准确检测出工件的中心位置,引导机器人正确抓取,” 埃斯顿的工程师说道,“原来康耐视相机与机器人KEBA系统可以直接通讯,这样接收相机的坐标数据就方便多了,”机器人工程师蔺力说道。”
事实证明,康耐视强大的PatMax工具可以轻松应对陶瓷板的查找,即使陶瓷板覆铜区域颜色有一定差异,甚至陶瓷板本身大小有一定的变化,PatMax工具依然可以准确定位;先使用Patmax查找陶瓷板进行初定位,之后在陶瓷板四周使用Findline工具,四个Findline找到的边向工件中心进行偏移,交点即为工件的中心点。以某一边的角度变化来反映陶瓷板的旋转角度。这样,对于工件因高低不平发生的倾斜,视觉查找计算的中心点也依然是工件的正中心点。
通过应用康耐视卓越不凡的In-Sight视觉系统,临淄银河公司的视觉引导检测流程和机器人抓取流程得到了优化,具体如下。
视觉引导检测流程:铁网链条一直运动,人工放置陶瓷板,流入高温加热设备,隔一段时间后流出加热设备,距离出口一段距离,安装相机,对陶瓷板进行定位引导检测;相机编辑并加载检测程序,触发方式设置为连续触发,机器人通过IO线控制相机的联机、脱机状态;设备生产时,机器人发送联机信号,相机不停的拍照检测;陶瓷板随铁网链条向前运动,慢慢的陶瓷板进入相机视野,从陶瓷板很少一部分进入相机FOV,到整个陶瓷板进入到相机FOV中,在每次拍照中,相机通过PatMax工具来查找陶瓷板,通过PatMax初定位查找陶瓷板四个白边(Findline),之后将四个通过计算向内偏移,交点即为陶瓷板的中心点,最后判别交点坐标是不是在事先设定好的相机FOV中心处区域(主要考虑交点坐标Y值是不是在FOV中间区域);若Y值满足设定的合格区域,相机发送对应的X、Y、Angle三个值给到机器人;若检测不合格,相机会发送事先约定好的三个固定值;机器人收到数据后,发送相机脱机信号,继而相机停止拍照;机器人调整姿态抓取工件,最后将工件放置到夹具中;工件之间存在一定距离,可以满足在下一个工件到位时,机器人已经回到抓取等待位,并且发送相机联机信号。
机器人抓取流程如下:机器人接收相机发送的X、Y、Angle值,并按编码器进行相应距离补偿;调整姿态抓取工件,抓取工件后发送相机脱机信号;运动陶瓷板放置在夹具上时,调整位置,顺利放置到夹具中;从临近码纸工位(纸张码垛)吸一张白纸再放置陶瓷板上;最后返回到抓取等待位,发送相机联机信号,等待下次抓取。
现在,临淄银河公司的DBC陶瓷覆铜板应用In-Sight视觉系统和机器人之后,不但节省了3~4位生产工人,提高了生产速度,而且可以同时兼容多种工件生产。即使工件温度有点高时,也可以直接抓取放置到物料盒中。
“视觉技术配合机器人的使用,提高了生产自动化水平和生产效率,保证了产品质量,节约了公司人资成本,”临淄银河公司的生产工程师最后总结,“现在,抓取合格率可达99.8%以上,对于变化比较大的不合格陶瓷板,也能提示机器人抓取放至废料盒中,”朱利最后总结道,“对于后面的陶瓷板分割工位,我们也会考虑增加视觉产品进行测量”。
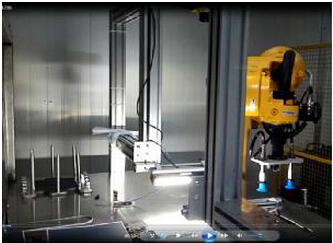
In Sight 7200-11相机固定安装,两个条光侧打,陶瓷板视觉引导检测,之后将X、Y、Angle值发送给机器人

机器人抓取工件时状态图,两个吸盘
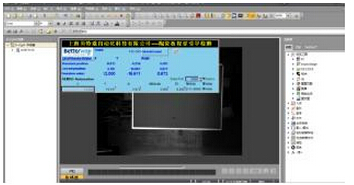
In sight软件程序界面-自定义视图,按客户要求,显示主要信息
 如何实现只测量交直流电流电路中的交流真有效值?
在通常情况下,对于电路中含有直流成分、交流成分的电流的准确测量,我们推荐使用HTIx系列的真有效值(True-RMS)电流变送器即可。但有些特殊场合,需要将交直流电流中的直流成分滤除,只对其中的交
如何实现只测量交直流电流电路中的交流真有效值?
在通常情况下,对于电路中含有直流成分、交流成分的电流的准确测量,我们推荐使用HTIx系列的真有效值(True-RMS)电流变送器即可。但有些特殊场合,需要将交直流电流中的直流成分滤除,只对其中的交
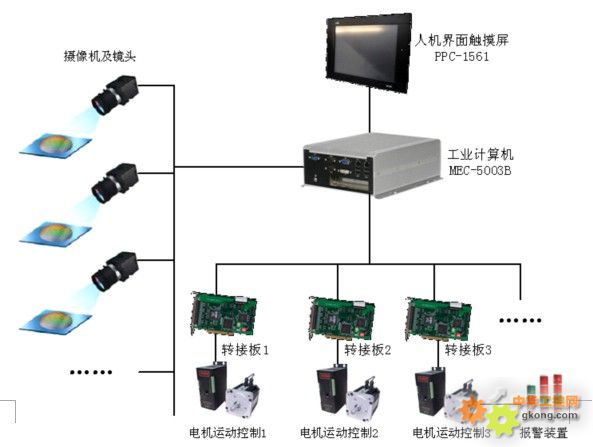 研祥产品在LED固晶机系统中的应用
系统概述 随着IT产业和半导体行业的发展,LED产业蓬勃发展,对LED生产设备的要求也越来越高,固晶机等半导体设备在市场上的需求越来越大。因此,具有高可靠更稳定性的特种计算机控制处理和机器视觉
研祥产品在LED固晶机系统中的应用
系统概述 随着IT产业和半导体行业的发展,LED产业蓬勃发展,对LED生产设备的要求也越来越高,固晶机等半导体设备在市场上的需求越来越大。因此,具有高可靠更稳定性的特种计算机控制处理和机器视觉
 无论您的定制应用如何复杂,美卡诺设计工程师都能帮助您找到完美的解决方案
Whatever the complexity of your custom application, our design engineers can help you find the perf
无论您的定制应用如何复杂,美卡诺设计工程师都能帮助您找到完美的解决方案
Whatever the complexity of your custom application, our design engineers can help you find the perf
 台达机电产品在自动冲床上的成功应用
【摘 要】:本文介绍了利用台达DOP-A57BSTD触摸屏(HMI)、DVP-28SV11T可编程控制器(PLC)与ASD-B系列交流伺服、VFD-M系列变频器,实现对自动冲床的精确控制,使冲床
台达机电产品在自动冲床上的成功应用
【摘 要】:本文介绍了利用台达DOP-A57BSTD触摸屏(HMI)、DVP-28SV11T可编程控制器(PLC)与ASD-B系列交流伺服、VFD-M系列变频器,实现对自动冲床的精确控制,使冲床
 料场同场作业的堆取料如何实现定位和防碰撞?
武汉索尔德测控技术有限公司,18627803105,QQ:1192022018,张先生港口装卸设备中主要的斗轮堆取料机又称悬臂式堆取料机,是散货堆场作业的核心设备。它是堆取料合一的机械,即是一种挖取
料场同场作业的堆取料如何实现定位和防碰撞?
武汉索尔德测控技术有限公司,18627803105,QQ:1192022018,张先生港口装卸设备中主要的斗轮堆取料机又称悬臂式堆取料机,是散货堆场作业的核心设备。它是堆取料合一的机械,即是一种挖取
 点燃“新零售”经济,华北工控可提供自助售货机专用计算机产品方案
随着城市智能化进程的持续推进,以及人们消费水平的不断提高,自助售货机作为一种全新的商业零售形式,凭借便捷操作、智能服务、高效运营低成本等优势快速发展,已在写字楼、广场等公共领域迅速铺开。01、自助
点燃“新零售”经济,华北工控可提供自助售货机专用计算机产品方案
随着城市智能化进程的持续推进,以及人们消费水平的不断提高,自助售货机作为一种全新的商业零售形式,凭借便捷操作、智能服务、高效运营低成本等优势快速发展,已在写字楼、广场等公共领域迅速铺开。01、自助
 系统集成式能源测量助力实现从能量管理到状态管理的过渡
倍福可以为各种应用提供扩展的能源测量和电网分析解决方案,这些应用包括设备、生产设施、制造工厂和生产大楼以及风力发电和水力发电装置。管理工业用机械设备和各种发电厂需要满足市电监测、过程控制和高端电力
系统集成式能源测量助力实现从能量管理到状态管理的过渡
倍福可以为各种应用提供扩展的能源测量和电网分析解决方案,这些应用包括设备、生产设施、制造工厂和生产大楼以及风力发电和水力发电装置。管理工业用机械设备和各种发电厂需要满足市电监测、过程控制和高端电力
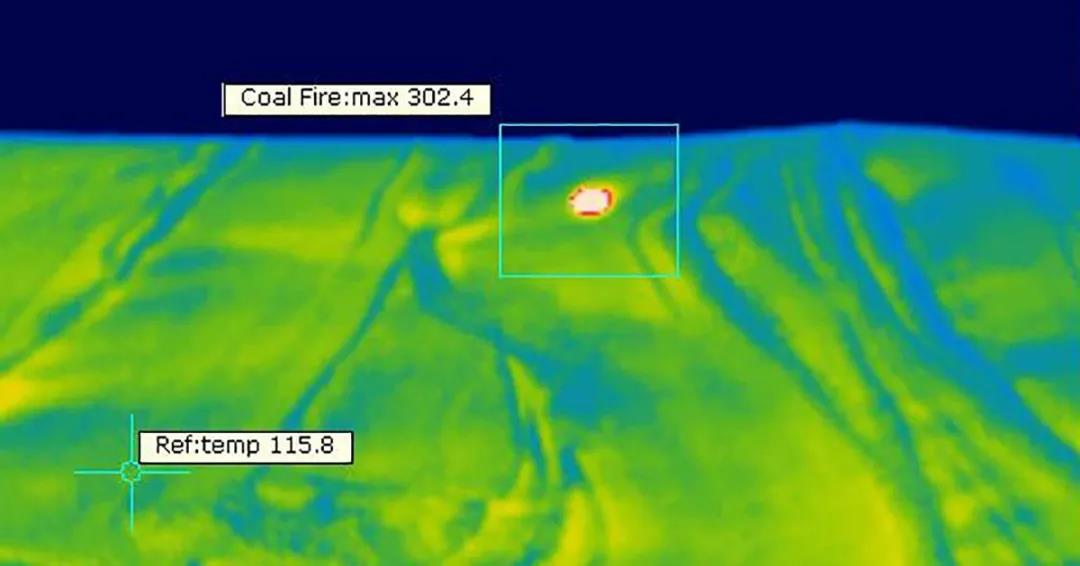 智慧消防:实时监控物体升温情况,实现早期的火灾预警!
火灾给企业带来的危害众所周知,起火情况若未能及早发现或迅速扑灭,会给公司带来严重的财务、环境和商业危机,也会给社会带来灾难。火灾所导致的严重后果,让许多公司尽力优先考虑预防和缓解潜在火灾。大多数现行
智慧消防:实时监控物体升温情况,实现早期的火灾预警!
火灾给企业带来的危害众所周知,起火情况若未能及早发现或迅速扑灭,会给公司带来严重的财务、环境和商业危机,也会给社会带来灾难。火灾所导致的严重后果,让许多公司尽力优先考虑预防和缓解潜在火灾。大多数现行
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业