主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
本文围绕纸杯生产线上的实际检测要求,基于机器视觉技术为基础,图像处理技术为方法,针对生产线上产品缺陷特征,设计了一次性纸杯缺陷的自动化检测系统,有效提高了产品缺陷检测的效率。
该系统主要由工业相机、镜头、LED环形光源、显示器、PLC、工控pc机、光电传感器、报警装置及图像处理软件等部分组成。
解决方案:
系统运行,光电传感器检测到生产线的运动,将该信号传送到PLC,PLC接收到输入信号,触发工业相机工作,通过镜头的配合采集到待检测产品的图像,并传送到工控pc机。工控pc机通过分析处理软件,根据图像判别出产品是否存在缺陷。若存在缺陷产品,PLC将接收到剔除信号,响起报警装置,提醒工人进行确认。

图1 检测系统结构框图
图像预处理:将采集的图像进行二值化,通过划分感兴趣区域(ROI) 利用最小二乘法拟合杯底圆轮廓,确定圆心,将纸杯进行定位。然后对纸杯进行各项缺陷检测,若检测缺陷特征值在允许范围内,则合格,反之,则将其剔除。
建立ROI区域:由于纸杯本身的构造特点,可以把纸杯划分成3个区域:杯底区域、侧壁区、接缝区。不同区域由于灰度不同,其设定的缺陷检测阈值也会改变。感兴趣区域的设置,可在保证检测区域特征不变的前提下,缩小检测范围,使系统处理时间大大缩短。
定位:选用最小二乘法来拟合圆,结果如图2所示。在完成了圆心定位之后,再利用hough直线检测算法,完成侧壁区接缝的定位。

缺陷检测:将CCD相机进行过曝光调节,得到如图4(c)所示的过曝光图像。然后对曝光后的图像进行扫描,统计扫描区域的灰度值及缺陷像素数是否大于设定的阈值,若大于设定的阈值,则说明产品不合格,将其剔除;反之,则为合格。随后将曝光时间调回原值,进行其他缺陷的检测。

图4 月牙底检测效果对比图
杯底污渍检测:为了提高污渍检测的精度,选取了大小及灰度不同的实验像素点作为待检测的污渍对象置于纸杯底部(若在一定区域内污渍面积和灰度值均达到污渍判定标准,则认为该区域为污渍区)。

图5 污渍检测效果图
本文基于机器视觉介绍了纸杯缺陷检测系统的设计,结合实际生产线的需要,针对产品的特殊性,对于月牙底这种较难检测的缺陷,提出了解决方案。经过反复实验,已通过实际检验,取得了较好的效果。
 3G工业无线RTU基于冷却塔无线监测的应用
冷却塔的作用是将携带废热的冷却水在塔体内部与空气进行热交换,使废热传输给空气并散入大气中。广泛应用于空调冷却系统、冷冻系列、注塑、制革、发泡、发电、汽轮机、铝型材加工、空压机、工业水冷却等领域。一直
3G工业无线RTU基于冷却塔无线监测的应用
冷却塔的作用是将携带废热的冷却水在塔体内部与空气进行热交换,使废热传输给空气并散入大气中。广泛应用于空调冷却系统、冷冻系列、注塑、制革、发泡、发电、汽轮机、铝型材加工、空压机、工业水冷却等领域。一直
 基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
基于台达20PM的点胶机数控系统
摘 要:台达DVP20PM00产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可广泛运用到点胶机相关设备。 关键词:点胶机 台达20P
 基于台达变频器的EPS解决方案
摘 要:EPS专用变频器是台达根据EPS行业的技术特点,密切追踪EPS行业客户的需求,专门为EPS行业开发的变频器。本文重点讨论台达变频器的客制化工程设计。关键词:EPS 应急电源 转矩补偿 变频
基于台达变频器的EPS解决方案
摘 要:EPS专用变频器是台达根据EPS行业的技术特点,密切追踪EPS行业客户的需求,专门为EPS行业开发的变频器。本文重点讨论台达变频器的客制化工程设计。关键词:EPS 应急电源 转矩补偿 变频
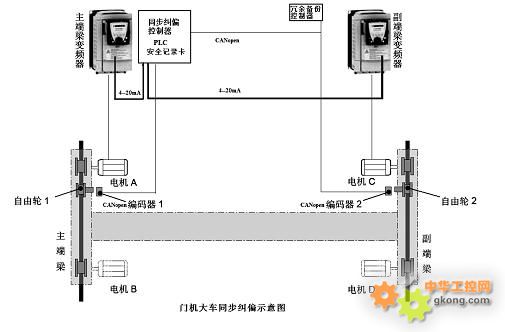 基于Canopen现场总线的大跨径门机起重设备同步纠偏控制应用案例
一.门机起重设备的特殊性:门机起重设备的安全性要求越来越突出,安全第一的概念在控制中越来越重要,按照规定,40米以上的大跨径门机必须加装双轨同步纠偏控制,以防止左右双轨的门机轮子超偏而啃轨甚至脱轨的
基于Canopen现场总线的大跨径门机起重设备同步纠偏控制应用案例
一.门机起重设备的特殊性:门机起重设备的安全性要求越来越突出,安全第一的概念在控制中越来越重要,按照规定,40米以上的大跨径门机必须加装双轨同步纠偏控制,以防止左右双轨的门机轮子超偏而啃轨甚至脱轨的
 基于台达自动化平台构建的大幅面多色印刷机网络系统
河南新机股份有限公司 宋成丰 裴建才摘 要:本文详细介绍了台达人机界面、文本显示器、EH系列可编程控制器、V及B型交流变频器构成的控制系统在河南新机股份有限公司生产的XJ4142大全张四色胶印机
基于台达自动化平台构建的大幅面多色印刷机网络系统
河南新机股份有限公司 宋成丰 裴建才摘 要:本文详细介绍了台达人机界面、文本显示器、EH系列可编程控制器、V及B型交流变频器构成的控制系统在河南新机股份有限公司生产的XJ4142大全张四色胶印机
 基于物联网技术的无线数传模块在大型工业设备状态监测上的应用
一、引言,背景描述XX集团,全称XXXX工业集团股份有限公司,是一家专业生产汽车安全玻璃和工业技术玻璃的中外合资企业;是国内最具规模、技术水平最高、出口量最大的汽车玻璃生产供应商。 钢化玻璃生产工艺
基于物联网技术的无线数传模块在大型工业设备状态监测上的应用
一、引言,背景描述XX集团,全称XXXX工业集团股份有限公司,是一家专业生产汽车安全玻璃和工业技术玻璃的中外合资企业;是国内最具规模、技术水平最高、出口量最大的汽车玻璃生产供应商。 钢化玻璃生产工艺
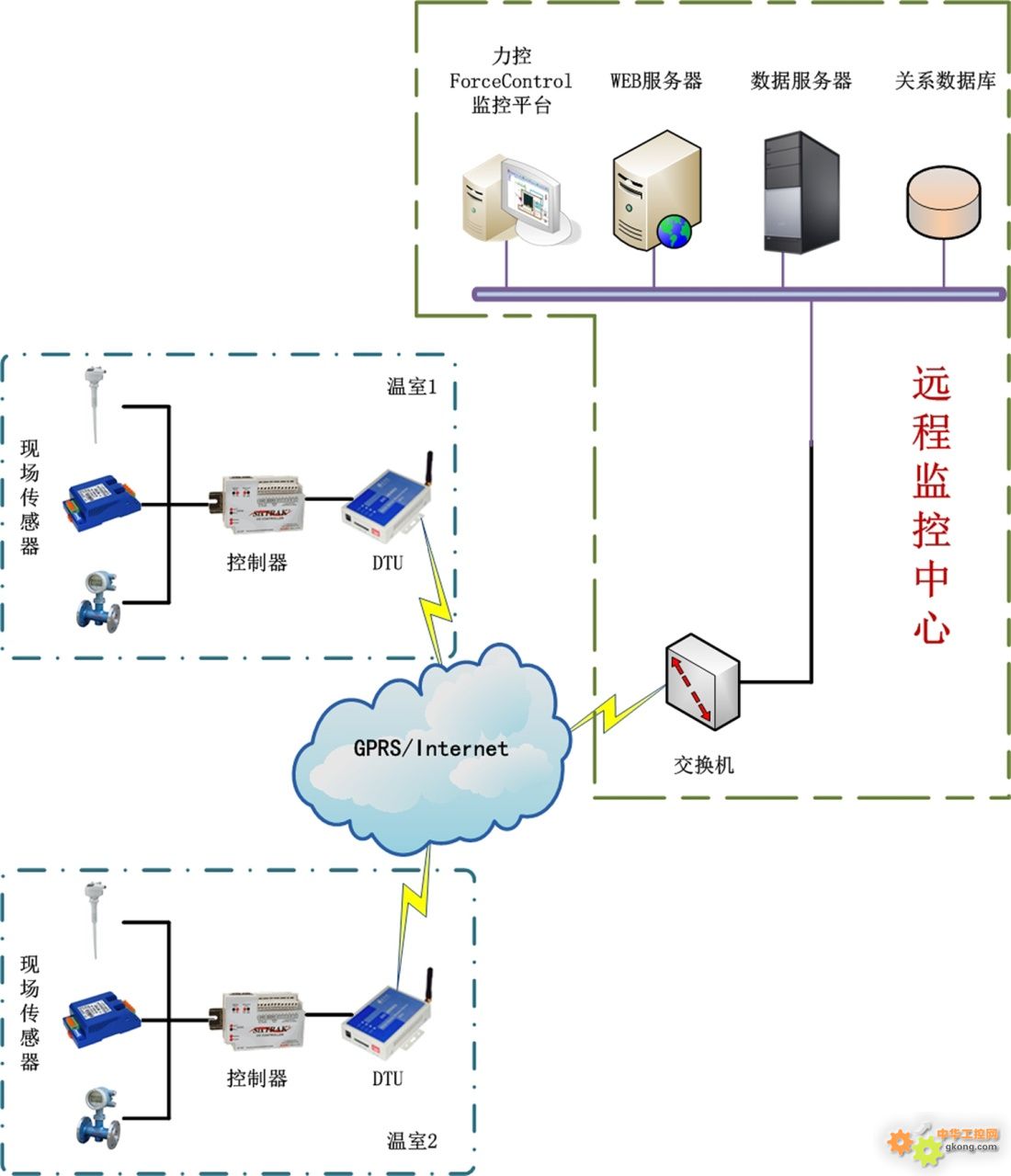 基于力控软件平台的温室大棚智能监控管理系统
1 引言 精确农业(Precision Agriculture ) 是当今世界农业发展的新潮流,它最大的特点就是精确,利用卫星全球定位系统、遥测遥感技术、计算机自动控制技术和物联网等高新技术于农业
基于力控软件平台的温室大棚智能监控管理系统
1 引言 精确农业(Precision Agriculture ) 是当今世界农业发展的新潮流,它最大的特点就是精确,利用卫星全球定位系统、遥测遥感技术、计算机自动控制技术和物联网等高新技术于农业
 基于PXI的射频天线测试系统
Author(s): LanceButler-BBTechnologies,anNTSDivision Industry: Research Products: RF,PXI/CompactPCI,
基于PXI的射频天线测试系统
Author(s): LanceButler-BBTechnologies,anNTSDivision Industry: Research Products: RF,PXI/CompactPCI,
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业