主营:欧姆龙,三菱,安川,Pro-face
主营:欧姆龙,三菱,安川,Pro-face
1 工作要求 设备位置参照如下平面布局方案; 该生产线每班生产270个集装箱,每天两班,生产线工作节拍133秒,一个节拍内由本起重机上的两台小车同时运输两台集装箱作纵向(集装箱长度方向)水平移动,提升前集装箱带有4个运箱轮,运箱轮高度为225毫米; 每台小车提升物品主要是集装箱一台,重4吨(不含吊具重量),集装箱尺寸如图1。
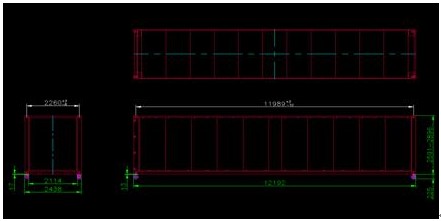 图1 集装箱尺寸图
第一个小车输送集装箱动作分三步:提升高度约5.8米,提升中脱掉运箱轮,行走约14-15米,放在支架上,支架高于工作台面不小于1米,便于人员给集装箱下角件内面涂油漆,每个角件油漆时间约10秒;扭锁打开吊具提升,小车返回初始工位上方;确认下一个集装箱停到准确位置后,吊具放下,锁住集装箱并进行下一个循环动作。
第二个小车输送集装箱动作分三步:集装箱角件内面漆涂好以后,放下吊具,扭锁锁定集装箱角件,从支架上提起集装箱,行走约14-15米到达第三个工位上方;把集装箱下放至升降旋转台上;打开扭锁,吊具提升到指定高度,行走约14-15m到支架上方去吊下一个集装箱并进行下一个循环动作。
自动定位,水平定位精度正负10毫米。
收放钢丝绳位置相对于小车固定。
2 电气控制系统
单个循环内动作全部实现自动控制:初始位置-吊具下降-到箱顶并定位角件孔-扭锁锁紧-起吊集装箱-输送行走-行走到位-吊具下降-扭锁松开-吊具上升-返回初始位置。
两组小车动作即可单独控制,也可联动控制。控制系统分设动力箱,控制箱、遥控器三者结合使用;每组电动葫芦可同步或单独升降;锁紧装置与电动葫芦起升、行走实施联锁,锁扣不到位,不能升降和行走;小车在各工位自动水平定位;应有刹车机构,突然停电时提升行走中的物体原位锁定;小车移动过程中需要有警示灯及声音,龙门吊需配置夜间照明系统,满足夜间工作需要,在拖车司机可视位置安装横移警示灯;电动葫芦除自身携带断路器外,需要另增加一套防止冲顶控制装置及超载限制器,行走电机需要电机专用断路器,也有左右防撞保护装置。
3 控制方案
产品选择主要选用台达DVP60ES00R2+DVP24XP00R*2+DVP08XN11R,变频器等配件客户自行选择。
控制方法:控制的主要框架是通过台达PLC便利指令IST,控制集装箱的动作流程细分为原点回归、自动、手动等几个部分;逐步完善每一步的动作流程。
图1 集装箱尺寸图
第一个小车输送集装箱动作分三步:提升高度约5.8米,提升中脱掉运箱轮,行走约14-15米,放在支架上,支架高于工作台面不小于1米,便于人员给集装箱下角件内面涂油漆,每个角件油漆时间约10秒;扭锁打开吊具提升,小车返回初始工位上方;确认下一个集装箱停到准确位置后,吊具放下,锁住集装箱并进行下一个循环动作。
第二个小车输送集装箱动作分三步:集装箱角件内面漆涂好以后,放下吊具,扭锁锁定集装箱角件,从支架上提起集装箱,行走约14-15米到达第三个工位上方;把集装箱下放至升降旋转台上;打开扭锁,吊具提升到指定高度,行走约14-15m到支架上方去吊下一个集装箱并进行下一个循环动作。
自动定位,水平定位精度正负10毫米。
收放钢丝绳位置相对于小车固定。
2 电气控制系统
单个循环内动作全部实现自动控制:初始位置-吊具下降-到箱顶并定位角件孔-扭锁锁紧-起吊集装箱-输送行走-行走到位-吊具下降-扭锁松开-吊具上升-返回初始位置。
两组小车动作即可单独控制,也可联动控制。控制系统分设动力箱,控制箱、遥控器三者结合使用;每组电动葫芦可同步或单独升降;锁紧装置与电动葫芦起升、行走实施联锁,锁扣不到位,不能升降和行走;小车在各工位自动水平定位;应有刹车机构,突然停电时提升行走中的物体原位锁定;小车移动过程中需要有警示灯及声音,龙门吊需配置夜间照明系统,满足夜间工作需要,在拖车司机可视位置安装横移警示灯;电动葫芦除自身携带断路器外,需要另增加一套防止冲顶控制装置及超载限制器,行走电机需要电机专用断路器,也有左右防撞保护装置。
3 控制方案
产品选择主要选用台达DVP60ES00R2+DVP24XP00R*2+DVP08XN11R,变频器等配件客户自行选择。
控制方法:控制的主要框架是通过台达PLC便利指令IST,控制集装箱的动作流程细分为原点回归、自动、手动等几个部分;逐步完善每一步的动作流程。
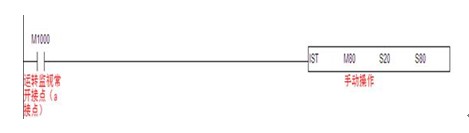 图2 控制方案
如图2所示规划:
M80: 手动操作
M81:原点回归
M82:步进
M83:一次循环 M84:连续运行
M85:原点回归启动 M86:连续运行启动
M87:连续运行停止
部分程序:手动测试调试,如图3。
图2 控制方案
如图2所示规划:
M80: 手动操作
M81:原点回归
M82:步进
M83:一次循环 M84:连续运行
M85:原点回归启动 M86:连续运行启动
M87:连续运行停止
部分程序:手动测试调试,如图3。
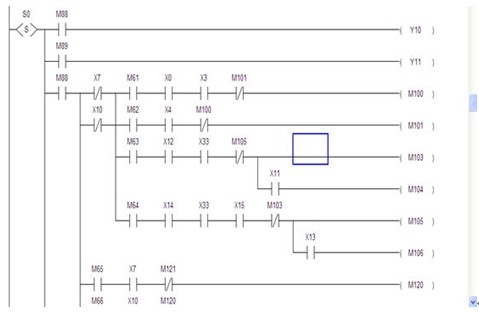 图3 部分程序手动测试
原点回归测试如图4。
图3 部分程序手动测试
原点回归测试如图4。
 图4 原点回归测试
4 注意事项
使用IST指令时,S10-S19为原点回归使用,此状态步进点不能当做一般的步进点使用。而使用S0-S9的步进点时,S0-S2三个状态点动作分别为手动使用、原点回归以及自动运转使用,因此在程序中,必须先写该三个状态步进点的电路
当切换到S1(原点回归模式)时候,若S1-19之间任何一点ON,则原点回归将不执行。
当切换到S2(自动运转)的模式时候,若自动模式下的的S有任意一点ON,或者是M1043ON,则自动运行部执行。
标志信号说明:
M1040:步进点移动禁止。当M1040=On时,步进点的移动全部禁止。 手动操作模式:M1040一直保持On;原点回归模式/一次循环运转模式:按下停止按钮及再按启动按钮之间,M1040一直保持 On;步进运转模式:M1040一直保持On,只有在启动按钮被按下时,变成 Off;连续运转模式:PLC于STOP→RUN变化时,M1040保持On,启动按钮被按下时,变成 Off。
M1041:步进点移动开始。反应初始步进点S2移动至下一步进点的特M。手动操作模式/原点回归模式:M1041保持Off;单步运行模式/循环运转模式:M1041只有在启动按钮被按下时,变成On;连续运转模式:按下启动按钮时,保持On,按下停止按钮时,保持Off。
M1042:启动脉冲。只有在启动按钮被按下时,送出一次脉冲。
M1043:原点回归完毕。驱动 M1043 =On 代表原点回归动作已经执行完毕。
M1044:原点条件。于连续运转模式下,原点条件M1044必须被驱动为On才可执行初始步进点S2移动至下一步进点的动作。
M1045:全部输出复位禁止。
M1046:STL状态设置ON。
M1047:STL监视有效。
5 小结
目前该设备运行正常,通过PLC控制,提高了集装箱在运行的工作效率,节省了人力成本,台达PLC的质量和功能得到客户认可,以后可以在该行业有更多的合作。
作者简介:
赵松景,出生于1982年2月,毕业于中原工学院,电气工程系自动化专业。现任中达电通股份有限公司系统研发高级工程师,台达产品在河南地区PLC以及HMI技术支持以及经销商的培训工作,负责产品在新行业的开发应用和推广,具有丰富的行业经验。
图4 原点回归测试
4 注意事项
使用IST指令时,S10-S19为原点回归使用,此状态步进点不能当做一般的步进点使用。而使用S0-S9的步进点时,S0-S2三个状态点动作分别为手动使用、原点回归以及自动运转使用,因此在程序中,必须先写该三个状态步进点的电路
当切换到S1(原点回归模式)时候,若S1-19之间任何一点ON,则原点回归将不执行。
当切换到S2(自动运转)的模式时候,若自动模式下的的S有任意一点ON,或者是M1043ON,则自动运行部执行。
标志信号说明:
M1040:步进点移动禁止。当M1040=On时,步进点的移动全部禁止。 手动操作模式:M1040一直保持On;原点回归模式/一次循环运转模式:按下停止按钮及再按启动按钮之间,M1040一直保持 On;步进运转模式:M1040一直保持On,只有在启动按钮被按下时,变成 Off;连续运转模式:PLC于STOP→RUN变化时,M1040保持On,启动按钮被按下时,变成 Off。
M1041:步进点移动开始。反应初始步进点S2移动至下一步进点的特M。手动操作模式/原点回归模式:M1041保持Off;单步运行模式/循环运转模式:M1041只有在启动按钮被按下时,变成On;连续运转模式:按下启动按钮时,保持On,按下停止按钮时,保持Off。
M1042:启动脉冲。只有在启动按钮被按下时,送出一次脉冲。
M1043:原点回归完毕。驱动 M1043 =On 代表原点回归动作已经执行完毕。
M1044:原点条件。于连续运转模式下,原点条件M1044必须被驱动为On才可执行初始步进点S2移动至下一步进点的动作。
M1045:全部输出复位禁止。
M1046:STL状态设置ON。
M1047:STL监视有效。
5 小结
目前该设备运行正常,通过PLC控制,提高了集装箱在运行的工作效率,节省了人力成本,台达PLC的质量和功能得到客户认可,以后可以在该行业有更多的合作。
作者简介:
赵松景,出生于1982年2月,毕业于中原工学院,电气工程系自动化专业。现任中达电通股份有限公司系统研发高级工程师,台达产品在河南地区PLC以及HMI技术支持以及经销商的培训工作,负责产品在新行业的开发应用和推广,具有丰富的行业经验。 四方电气CA100伺服系统在自动装箱机上的应用
近日,四方电气CA100伺服系统成功应用于中山某包装设备制造企业的两装位自动装箱机上,新系统大幅提高了设备装箱速度,提升了生产效率,运行更平稳更可靠。装箱机是一种将产品半自动或者自动装入箱中的设备。
四方电气CA100伺服系统在自动装箱机上的应用
近日,四方电气CA100伺服系统成功应用于中山某包装设备制造企业的两装位自动装箱机上,新系统大幅提高了设备装箱速度,提升了生产效率,运行更平稳更可靠。装箱机是一种将产品半自动或者自动装入箱中的设备。
 紫金桥软件在电机PTC检测方面的应用
关键词:电机PTC检测,PLC,监控软件概述目前电机的状态参数的监测方法很多,但是可靠性、实时性、经济性始终是设计者和用户关注的主要方面。电机PTC的检测通过下位机(PLC)及监控软件(紫金桥)结
紫金桥软件在电机PTC检测方面的应用
关键词:电机PTC检测,PLC,监控软件概述目前电机的状态参数的监测方法很多,但是可靠性、实时性、经济性始终是设计者和用户关注的主要方面。电机PTC的检测通过下位机(PLC)及监控软件(紫金桥)结
 紫金桥组态软件在轻轨杂散电流监测方面的应用
关键字:轻轨监测 杂散电流 极化电位 轨道电压 远程监控一、概述近年来,轻轨交通系统由于运量大、速度快、安全准时、污染小、造价比地铁相对较低而引起人们的普遍兴趣,在大城市中已经或正在成为与地铁并列
紫金桥组态软件在轻轨杂散电流监测方面的应用
关键字:轻轨监测 杂散电流 极化电位 轨道电压 远程监控一、概述近年来,轻轨交通系统由于运量大、速度快、安全准时、污染小、造价比地铁相对较低而引起人们的普遍兴趣,在大城市中已经或正在成为与地铁并列
专注服务于工控领域 7×8小时售后支持
全方位的技术支持 因为专注所以专业